cutting tool















2012-02-13
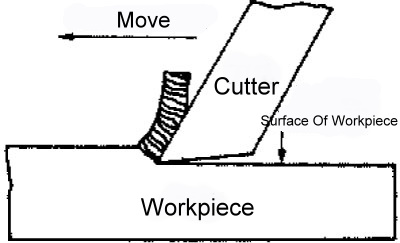
Discontinuous or Segmental Chips

Work piece will happen internal plastic deformation after machining by cutters. The degree of plastic flow directly affects the chip types. The basic forms include three types: discontinuous chip, continuous chip and continuous chip amass of edge incision.
Discontinuous or Segmental Chips:

It means chips become broken pieces before it departs from the cutter.It is often happened in high brittle materials, such as cast iron or bronze.Because the chip forms then broken off promptly,which won’t have pressure for the tool surface, the remainder of the irregular surface, it’s easy to be cut, so it can get a more flat surface. And lower the pressure of the tool surface, less wear happened,so the tool life is longer.Such as discontinuous chip caused by higher friction coefficient or higher soft ductile materials, it means poor cutting conditions.
Cause of formation of discontinuous chip:
- Highly brittle material of work piece
- Smaller bevel of cut tools
- Lower cutting speed
- Large feed, thick chip
Continuous Chips
For low & soft ductility and low coefficient material, the metal has a continuous deformation, liquidity, and stable affect on the tool during cutting. Therefore, both in surface accuracy and tool life, it is a very reasonable chip, and convenient for the analysis of the cutting force.
Reasons of continuous chip cause during cutting:
- Higher ductility of work material
- Bigger tool bevel or sharper tool
- Smaller feed amount, thinner cutting
- Higher cutting speed
- Selection of appropriate cutting agent
- Low wear coefficient of tool material, smooth flank

Continuous chip for Built-Up-Edge:
BUE, referred to the material of high soft ductile and friction coefficient during cutting process, due to the high pressure between the friction coefficient and the chip, resulting in a number of particles bonded in the surface of the tool, when cutting process goes on, there is more bonding material accumulation, at last the chips drained away when it accumulates into the appropriate height, or it embedded itself in a part of the work surface. Since this effect is recurrent in period, so the shine and smooth of the machined surface much lower than continuous chip surface. In general, this phenomenon can be reduced by reducing the chip thickness and increasing the inclination.
Reasons for cause of continuous chip formation in the crumbs of blade:
- The cutting speed is too low when cutting ductile materials.
- The ductility of work material is more adhesive.
The three kinds are just basic types of cutting. The actual cutting chips are mostly the composite form among the three; And the crumbs of blade caused by cutting is the form other than the three. For these generated forms, the chip shapes can be roughly divided into a vortex-like, helical and sheet-breaking chip.
The most significant feature of the milling cutter cutting is interrupted cutting, the chip length of vortex-like and spiral chip is usually the cutting width, the equivalent of the cutting edge to be cut into the work piece to leave the length of work material, which cutting chip belong to a continuous form and cut the shape; As for crack-shaped chips, like the cutting of cast iron, it will be broken into a broken flake chip during halfway. As for steel cutting, if you use the cutter with chip breaker gap or welding scar wear occurs, it can also produce the same chip.
Information Source: Council of Labor Affairs, Vocational Training Council milling capacity-based training materials
底部
News
- Cutting fiber-reinforced composite material - Part I
- Principles of Difficult Cutting Material
- Rougher cutters and wave groove milling cutters
- Slitter Knives
- Cutting test for metal ceramic end mills
- Applied tool for automotive industry
- Characteristics of Tungsten Carbide Cutter
- Discontinuous or Segmental Chips
- General cutting tool material
- Production process of cutting tools
- Cutter wear and life
- The super-hard thin film coating material
- Anticlockwise milling and clockwise milling
- Cutting Reference Data for End Mills of Various Materials
- The cutter materials and their contrast
- The cutting tool for hardening material above HRC50
- How to choose woodworking cutters?--part2
- How to choose woodworking cutters?--part1
- Cutter selection Part-2
- Cutter selection Part-1
- What is cutting tool?
- Characteristics of precision miniature cutting tools
- Plain Milling Cutter,End Mill,Side Milling Cutter,Face Milling Cutter
- What’s the difference among tungsten carbide, tungsten steel cutter, and super hard alloy cutter?
- How to calculate the clamping length of the CNC lathe clamp for cutting tools?
- Selections and types of End Mills
- Definition and types of hard metal and difficult material
- How do end mills choose and judge working conditions?
- PCD circular saw blades
- 3 Jaw Adjustable Oil Filter Wrench
- Plastic Power Inductor Machine
- ZrO2 Introduction
- Common mode Choke Inductor machine
- Cutting tool-90° Step Drill
- Cutting tool-Circular saw with metal ceramic blade
- 3000°C Graphite crucible
- Cutting tool-Diamond Product
- SiC Granulation molding machine
- Cu75Ga25, Cu40In60 Target Material
- High-Entropy Alloys
- 8 flute T type Single-Angle Chamfering Cutter
- CNC 5-axis machining technology-Shoe Mold
- Grinding up to nano powders
- Cutting tool-Sharp Top Single Flute Drilling Cutter
- Cutting tool-Precise Engraving Milling Cutter
- Cutting tool-PCD Inserts
- Inductor Powder Compacting Press
- Cutting tool-Electroplated Diamond tools
- Cutting tool-Acrylic Cutting Tools
- Compound Sharpener
- BW carbide cutter cut carbide material
- Cutting tool-Staple Cutter
- Cutting tool-Diamond cutter in grooving floors





Copyright (c) 2003 碧威股份有限公司 Bewise Inc. All Rights Reserved
TEL:(04)2471-0048 / FAX:(04)2471-4839
Head Office:No. 695, Huiwen Road, Nantun District, Taichung City 408, Taiwan (R.O.C.)
E-Mail:[email protected]