














刀具切割-单刃铣刀铝板切割应用案例
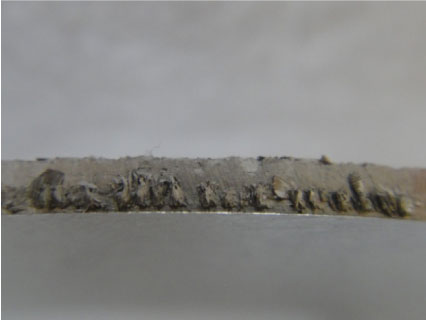
此次案例为碧威刀具客户,客户为铝板切割加工工厂,客户反应此次订购刀具加工後(刀具为依照客户提供样品制作),铝板边会起毛边毛屑(如下图一丶二),甚至有断刀情形,收到客户投诉後,碧威工程师先使用光学仪器检验刀具尺寸规格及刀口…,进而观察检视客户加工工件状况,再由客户告知的加工主轴转速(S)及行走速度(F)条件,去评估问题。
先检验未使用过刀具,直径公差均在1条内(100条=1mm),且使用前与使用後刀具公差在20-30μm范围内,刀口上也无太大问题,依此检验条件结果推断刀具本身并无问题,因客户也还急需使用刀具,故先再将数支刀具再进行研磨,使刀具锐利度提升再让客户去测试使用,但後续数支刀具依旧有相同状况(毛边断刀…),於是碧威工程师深入再了解客户使用状况及刀具状况,发现客户加工操作时,切割深度过深,以至於排屑沟槽累积铝屑过多无法顺利排屑而造成加工工件毛边,甚至断刀情形。

一些工厂加工为求速度,而忽略切割深度问题,然而却易造成刀具损耗及工件NG,因而间接增长工件加工时数,反而得不偿失,这也是我们一直以来在跟客户沟通建立的观念,使用刀具一定要掌握两大要点—“刀具选择要正确及刀具使用方式要正确”,加工效率效益自然就会提升。
碧威单刃刀具建议使用方式: (以切割铝板为例)
- 单刃刀具建议切割条件S=19000 RPM ,F=1000 mm/rev.。
- 依加工状态切割深度需有足够空间排屑。
- 在单刃刀具使用必须要让刀具在原点做360度旋转後,才能再到一下各切割点做切割。
碧威单刃刀具优点:
- 单刃刀具再研磨时,比较不会与砂轮做干涉动作。
- 单刃刀具沟深可以提高到 50%~40%排屑容屑量。
- 单刃刀具在尖端剖头刃口可调整依需求增加或减少锐利度来增加加工效果。



铝合金介绍:
铸造铝合金按化学成分可分为铝矽合金丶铝铜合金丶铝镁合金和铝锌合金等。
| 铝板以合金成分分类 | |
| 高纯铝板 | 由含量99.9以上高纯铝轧制而成 |
| 纯铝板 | 成分基本由纯铝轧制而成 |
| 合金铝板 | 由铝及辅助合金组成,通常有铝铜,铝锰,铝矽,铝镁,等系列 |
| 复合铝板或者釺焊板 | 通过多种材料复合的手段得到特殊用途铝板材料 |
| 包铝铝板 | 铝板外边包覆薄铝板用於特殊用途 |
| 以厚度分(单位mm) | |
| 薄板 | 0.15-2.0 |
| 常规板 | 2.0-6.0 |
| 中板 | 6.0-25.0 |
| 厚板 | 25-200 |
| 超厚板 | 200以上 |
纯铝板的化学成分:
| 元素 | 矽 | 铁 | 铜 | 锰 | 镁 | 铬 | 锌 | 钛 |
| 最低含量 | 0.4% | 无 | 0.15% | 无 | 0.8% | 0.04% | 无 | 无 |
| 最高含量 | 0.8% | 0.7% | 0.40% | 0.15% | 1.2% | 0.35% | 0.25% | 0.15% |
| *其他元素不超过 0.15%,每种最高 0.05%,其馀为铝。 | ||||||||
纯铝板含铝量计算方法:
纯铝板系列根据最後两位元阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最後两位元阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到 99.5%以上方为合格产品。我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理其他纯铝板系列 的含铝量也是按照这种计算方法计算。
纯铝板的一般特性:
- 密度小:纯铝的密度接近2700kg/m3,约为铁的密度的35%。
- 可强化:纯铝通过冷加工可使其强度提高一倍以上。而且可通过添加镁丶锌丶铜丶锰丶矽丶锂丶钪等元素合金化,再经过热处理进一步强化,其比强度可与优质的合金钢媲美。
- 易加工:铝用用任何一种铸造方法铸造。铝的塑性好,可轧成薄板和箔;拉成管材和细丝;挤压成各种民用的型材;可以大多数机床所能达到的最大速度进行车丶铣丶镗丶刨等机械加工。
- 耐腐蚀:铝及其合金的表面,易生成一层致密丶牢固的Al2O3保护膜。这层保护膜只有卤素离子或硷离子的激烈作用下才会遭到破坏。因此,铝有很好的耐大气(包括工业性大气和海洋大汽)腐蚀和水腐蚀的能力。能抵抗多数酸和有机物的腐蚀,采用缓蚀剂,可耐弱硷液腐蚀;采用保护措施,可提高铝合金的抗蚀能力。
- 无低温脆性:铝在摄氏零度以下,随着温度的降低,强度和塑性不公不会降低,反而提高。
- 导电丶导热性好:铝的导电丶导热性能公次於银丶铜和金。
- 反射性强:铝的抛光表面对白光的反射率达80%以上,纯度越高,反射率越高。同时,铝对红外线丶紫外线丶电磁波丶热辐射等都有良好的反射性能。
- 无磁性丶冲击不生火花。
- 有吸音性。
- 耐核辐射。
- 美观。
纯铝板的表面品质要求:
- 板材表面应清洁,不允许有裂纹和氧化杂物。
- 板材表面允许有压陷丶划伤丶轧辊压痕等缺陷,但其深度不能超过板材的允许负偏差,并保证最小厚度。
- 工艺包铝厚板允许有包覆层的脱落部分和包覆层的气泡。
- 板材表面允许修除在厚度差范围内的缺陷。
- 其他要求:有需求商和供应商自己拟定。
开发案例
- 专用引导切削成型刀具开发专案
- 蜂巢式玻璃纤维复合材料加工
- 碳纤复合材钻孔加工-航太工业高阶复合材钻孔测试
- BW钻铰刀碳纤维与玻璃纤维材质加工测试
- 金钢石切割线专用橡胶圆柱切削难题
- 二氧化硅抛光液-石材研磨抛光测试
- 单刃刀铝板切割应用案例
- 铬钼钢加工问题处理案例
- 高熵合金氮化物薄膜被覆超硬刀具
- 碳化矽散热板如何钻孔?
- 金属陶瓷焊刃圆锯片开发
- PP发泡板3D CNC加工技术
- PCBN车刀片研磨更新计画
- 导光板切割专用PCD圆筒侧铣刀
- 木工圆锯片订制改良
- 高精度8刃伞状T型铣刀
- 碳化矽再研磨奈米技术
- 金刚石车刀片加工测试
- 电镀CBN研磨刀具开发
- 压克力倒角三角锥刀改良开发
- 地板用企口金刚石组合刀具开发





Copyright (c) 2003 碧威股份有限公司 Bewise Inc. All Rights Reserved
电话:(04)2471-0048 / 传真:(04)2471-4839
总公司:408台中市南屯区惠文路695号
E-Mail:[email protected]